
plaster molds for silicone - CSN-8520
| Place of Origin: Guangdong China (Mainland) | Brand Name: CONSON | Model Number: CSN-8520 | Material: silicone rubber |
| Appearance: Milky white | Viscosity(cps,25℃): 30000±5000 | Hardener dosage (%) or weight ratio(A:B): 2±0.5% | Demolding time(h): 2-5 |
| Pot life (min): 10-60 |


| Model | CSN-8520P |
| Appearanace | Milky white |
| Viscosity(Cps,25°C) | 40000±5000 |
| Hardenerdosage (%)or weight ratio(A:B) | 2 ± 0.5% |
| Pot life (min) | 10-60 |
| Demolding time(h) | 2-5 |
| Hardness (shore A) | 20 |
| Tensile strengh (Mpa) | 4.2 |
| Tear strengh (kN/m) | 25 |
| Elongation(%) | >600 |
| Shrinkage(%) | <0.4 |
TECHNICAL GUIDELINES:
1. Stir the liquid silicone (Part A and part B) well before use (except when depending on machine ).
2. This is a 100 Part A to 100 Part B mixing ratio by weight. Weigh the desire amount of part A into a clean mixing container, and then weight the proper amount of part B into the container. Mix the two component together by stirring with a stick. Scrape the container walls and bottom well to insure a thorough mix.
3. Though it is often unnecessary to deair the material due to its low viscosity and our special formulation, it is better to do so to obtain a bubble free rubber. If so, place the container into a vacuum chamber and evacuate the entrapped air from the mixture using a vacuum pump capable of achieving 29 inches of mercury vacuum. The mixture will rise, crest and then collapse in the container. Interruption(bumping) of the vacuum may be necessary to prevent overflowing the container. Keep the mixture under full vacuum for 2-3 minutes.
4. Bleed air slowly into the vacuum chamber. When the chamber is at atmospheric equilibrium, remove the cover plate and take out the container.
5. Pour the deaired material slowly in a steady stream from one end of the mould so that the material flows evenly over the pattern. This should minimize entrapment of air bubbles under the flowing material. A "ready" mold may be poured firstly over the pattern, which will also help reduce the possibility of entrapping air on the pattern and in the cured rubber. A mold release agent may be applied on the pattern first to improve release.
6. Allow the rubber to cure for 2-4 hours at 24C before removing the cured rubber mold from the pattern. Heat acceleration is recommended if necessary.
L series Molding silicone rubber have high intensity and outstanding heat resistance, specially used in the reproduction of articles from low melting point metal such as handcrafts and decorations.
| Packaging Detail:1,5,25,200 kg/pail |
| Delivery Detail:7 days after payment |
Related Product for plaster molds for silicone
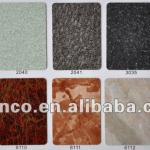
high pressure laminate
1) HPL (high pressure laminate), postforming board, and compact board2) More than 500kinds of design
Paper faced gypsum cornice
Material: special grade of gypsum (whiteness: >90 degree, breaking strength: 2.7MPa/2 hours, no impurity), fiberglass, hollow1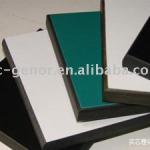
laboratory top laminate
Chemical Resistance Laminate Features:1)Size of 4'x8',4'x10',5'x10',5'x12',thickness of 12mm.
2) Have the character of chemic

designer hot sale quality plastic picture/mirror frames moulding
plastic picture frames mouldings1.materia:plastic
2.size:many sizes/colors can do.
3.many colour can be made.
4.MOQ:1000

Ps line
Ps line: combing Eastern charm andwestern style.
fireproof,waterproof,corrosion-resistant
,environment protection.
elegant style plaster of paris moulds
1)Environmental friendly2)Non-combustible
3)High strength
4)Heat & sound insulation

Alloy deformed rebar
1.Standard: BS4449,HRB335 ,HRB400 ,ASTM A 615, GR460B2.Dia: 8mm,10mm,12mm,14mm,16mm
3.Usage: for building,etc
4.MOQ:25tons

Fiber cement polystyrene extrusion board for external wall
1.Good alkali/acid resistance2.Good weather resistance
3.Stable dimension
4.Excellent fire-proof effect
5.Eco-friendly
Eco-friendly Lightweight Custom EPS Foam Building Cornices Interior Wall Decorative Material
1.Eco-friendly2.Lightweight and Durable
3.Easy to install
4.Any shape is available

bamboo profile
bamboo profilemade of bamboo
natural,carbonized,green color
T moulding,edging moulding,1/4 round,concave,convexity mouldi

Hand Carved Mouldings
These hand carved mouldings are manufacturered by the best carvers in China,excellent in quality and rational in price.
Decorative 1/4 Quarter Round moulding-S101
1)1/4 quarter round Moulding2) thin gesso coats & water-based primer
3)smooth and clean surface