
MELAMINE MDF BOARD
| Type: Melamine Plates |


Medium-density fibreboard and hardboard, also called high-density fiberboard, are stronger and denser than particleboard. Different grades of particleboard have different densities, with higher density connoting greater strength and greater resistance to failure of screw fasteners. MANUFACTURING :- Particleboard or chipboard is manufactured by mixing wood particles or flakes together with a resin and forming the mixture into a sheet. The raw material to be used for the particles is fed into a disc chipper with between four and sixteen radially arranged blades. The particles are first dried, after which any over sized or undersized particles are screened out. Resin, in liquid form, is then sprayed through nozzles into the particles. There are several types of resins that are commonly used. Amino, formaldehyde based resins are the best performing when considering cost and ease of use. Urea Melamine resins are used to offer water resistance with increased melamine offering enhanced resistance. is typically used where the panel is used in external applications due to the increased water resistance offered by phenolic resins and also the colour of the resin resulting in a darker panel. Melamine Urea phenolic formaldehyde resins exist as a compromise. To enhance the panel properties even further the use of resorcinol resins typically mixed with phenolic resins are used, but this is usually used with plywood for marine applications and a rare occasion in panel production. Panel production involves various other chemicals-including wax, dyes, wetting agents, release agents-to make the final product water resistant, fireproof, insect proof, or to give it some other quality. Once the resin has been mixed with the particles, the liquid mixture is made into a sheet. A weighing device notes the weight of flakes, and they are distributed into position by rotating rakes. In graded-density particleboard, the flakes are spread by an air jet that throws finer particles further than coarse ones. Two such jets, reversed, allow the particles to build up from fine to coarse and back to fine. The sheets formed are then cold-compressed to reduce their thickness and make them easier to transport. Later, they are compressed again, under pressures between two and three mega pascals and temperatures between 140 °C and 220 °C. This process sets and hardens the glue. All aspects of this entire process must be carefully controlled to ensure the correct size, density and consistency of the board. The boards are then cooled, trimmed and sanded. They can then be sold as raw board or surface improved through the addition of a wood veneer or laminate surface.
| Packaging Detail:SHRINK PLASTIC PACKING |
| Delivery Detail:20 |
Related Product for MELAMINE MDF BOARD

Black walnut door skin
Core : MDF/HDF/plywoodLength : (2000-2150) mm
Width : (650-1050)mm
Thickness : (2.5-4.5)mm

High Quality Colorful polyester fiber resin board
1 size:1220*2440mm2 Thickness:5mm,9mm,16mm to 18mm
3 high glossy,water proof,wear proof
4 environmentally friendly
Melamine Slotted MDF Board
Melamine Slotted MDF Board1.MDF melamine laminated finish
2.1220*2440*18/15 cm
3.Various of facing laminated.

melamine laminated mdf 8.3mm
12mm laminated flooringhigh quality crystal surface
hdf laminated flooring
Extremely fast and easy to pave

E1 Melamine MDF
E1 Melamine MDFVarious Sizes are Available
size:1220x2440x2.5mm-25mm
glue:E1 E2
face:smooth surface mirror like

18mm Melamine Falcata Boards
Melamine faced plywood are used for making waterproof furniture especially for the desks, cupboards in offices and hotles.
Particle Board
Particle Board:1)Size:1220x2440mm(4'x8')
2)Thickness:2.5mm-25mm
3)Materials:poplar combi
4)Glue:E0 E1 E2 MR

Melamine Sheets (Melamine MDF or Particle Board)
Melamine Sheets (Melamine MDF or Particle Board)1)More than 300 kinds solid or wood grain color
2)Good quality & best price
osb particale board
Our company is the base of timber production and logistics in China, have been certified by BV
18mm walnut melamine mdf board / laminated MDF board to middle east
melamine boardsize:1220x2440mm
thickness:2.5mm--25mm
F/B:melamine

Melamine Face Board
Product Name:Model Number:
Place of Origin: China
Features: 1) Materials: paticle board,MDF,plywood
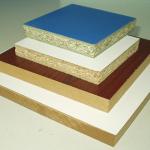
Melamine particle board
Melamine particle board:Size: 1220x2440x4-30mm
Glue: E1, E2
Face and back: both sides or one side covered by melamine paper